
| Art./Item |  Lungh.mart.carp.tedesco-austriaco-martellina (cm.) Lungh.mart.carp.tedesco-austriaco-martellina (cm.) |  Peso (gr.) Peso (gr.) |  Manico Manico |
|---|---|---|---|
| 10820 | 35 | 400 |  |
| 10821 | 35 | 400 |  |
| 22110 | 35 | - | M/Ricambio legno |
Piqueta de albañil con cabeza de acero forjado con cara de cincel y una en punta alargada funcional para trabajos de demolición.
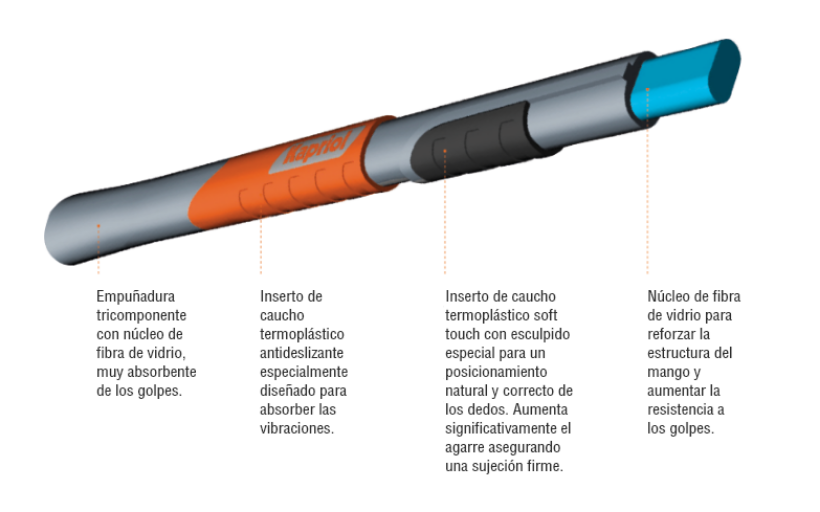
Las piquetas Kapriol están disponibles con dos versiones diferentes de mango: uno de plástico de tres componentes con elevado agarre que garantiza una presa firme, el otro de madera de haya certificada y pintada, ambos de forma abocardada cónica antideslizante.
CARACTERÍSTICAS TÉCNICAS
- cabeza pintada con polvo epoxi
- cara de cincel y una en punta muy alargada
- versión con mango de material plástico Progrip Tri-component con núcleo de fibra de vidrio
- versión con mango de madera de haya certificada y pintada
- mangos fabricados de forma abocardada cónica antideslizante
MATERIALES
- Cabeza: acero forjado y templado
- Mango: madera de haya o plástico de tres componentes
Materials

Carbon Steel
Diseñado para un alto rendimiento en el golpe
Empuñadura de tres componentes
Tecnologías de producción
Los martillos Kapriol están diseñados para proporcionar a los usuarios profesionales un alto rendimiento de martilleo. Una equilibrada distribución del peso los hace bien equilibrados y, gracias a los mangos ergonómicos, especialmente cómodos durante su uso.
La forma y el peso cuidadosamente seleccionados de la cabeza garantizan un alto rendimiento de martilleo. Las superficies de golpeo se someten a un cuidadoso rectificado mecánico para que resulten planas y eficaces durante el uso. Los tratamientos térmicos específicos garantizan a la herramienta una excelente resistencia al desgaste y a la implantación.
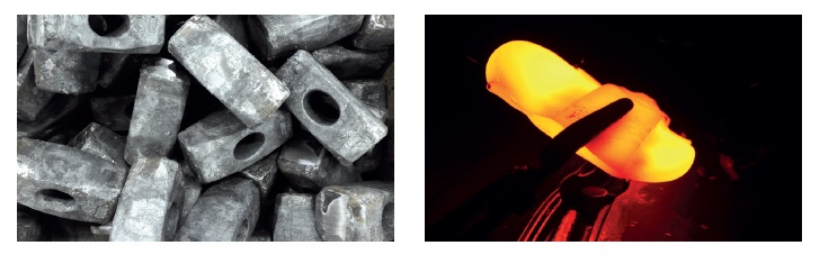
Tecnologías de producción de macetas Kapriol - Estampadas en caliente
Aunque es la forma más antigua de trabajar el metal, la forja sigue siendo la mejor tecnología para fabricar macetas. Este proceso de producción se lleva a cabo mediante el uso de matrices cerradas que garantizan que la pieza al final del proceso tenga una forma definida muy próxima a la de la pieza acabada.
El ciclo de producción abarca todas las operaciones que comienzan con la preparación y el corte del material: el tocho, un producto semiacabado de acero certificado de alta calidad obtenido mediante procesos de fundición o laminación, que se lleva a una temperatura de 850° mediante potentes hornos de inducción. A continuación, la pieza calentada se coloca en los moldes, accionados por prensas cuya potencia oscila entre 450 y 650 toneladas, que le dan la forma deseada.
El proceso de moldeo en caliente, en comparación con otros tipos de transformación, confiere al producto una mayor resistencia mecánica debido a la disposición de las fibras y a la compactación del material que se produce durante la fase de compresión. El proceso de moldeo en caliente también garantiza la eliminación de la mayoría de los posibles defectos internos de la materia prima debido a la alta compresión que se produce durante el periodo de cierre del molde.

Guantes de protección ultraflexibles

Punta de yesero redonda, cuadrada y octogonal

Guantes de trabajo ultra flexibles

Rascador para pared
Usted también podría estar interesado en:
PRODUCTOS RELACIONADOS

Martillo profesional

Piqueta para demoliciones
