
| Art./Item |  Lungh.mazzetta Muratore (cm.) Lungh.mazzetta Muratore (cm.) |  Peso (gr.) Peso (gr.) |  Manico Manico |
|---|---|---|---|
| 10131 | 27 | 800 |  |
| 10141 | 27 | 1000 | |
| 10151 | 28 | 1200 | |
| 10161 | 28 | 1500 | |
| 22121 | 27 | 800/100 | M(Ricambio |
| 22131 | 27 | 1200/1500 | |
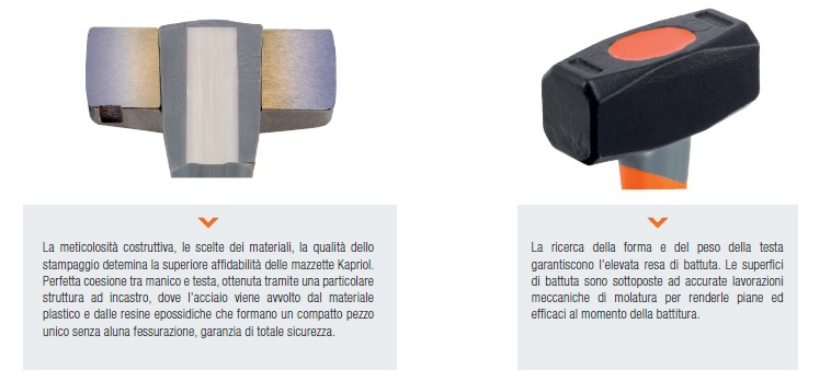
Mazzetta da muratore dotata di testa in acciaio forgiato temprato sottoposta a lavorazioni di molatura per rendere le superfici piane per il lavoro di battitura. Il resistente manico in frassino certificato con verniciatura trasparente viene fissato alla testa della mazzetta con un cuneo metallico, al fine di garantire una perfetta coesione.
SPECIFICHE TECNICHE
- manico con verniciatura trasparente
- testa fissata con cuneo metallico
MATERIALI
- Testa: acciaio forgiato temprato
- Manico: legno di frassino
Materials

Carbon Steel
Progettato per elevate rese di battitura
Tecnologie di produzione
Funzionalità e maneggevolezza
Impugnature
Le mazzette Kapriol sono progettate per garantire agli utilizzatori professionali elevate rese di battitura. Un'equilibrata distribuzione dei pesi le rende ben bilanciate e grazie alle impugnature ergonomiche perticolarmente confortevo durante l'utilizzo.
La ricerca della forma e del peso della testa garantiscono l'elevata resa di battuta. Le superfici di battuta sono sottoposte ad accurate lavorazioni meccaniche di molatura per renderle piane ed efficaci al momento dell'utilizzo. Specifici trattamenti termici garantiscono all'utensile un'eccellente resistenza all'usura ed agli impianti.
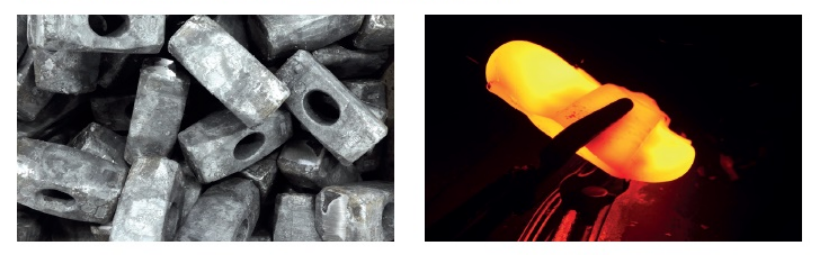
Tecnologie di produzione delle mazzette Kapriol - Stampate a caldo
Pur essendo la forma più antica di lavorazione dei metalli, la forgiatura resta la miglior tecnologia per la realizzazione delle mazzette. Questo procedimento produttivo avviene tramite l'utilizzo di stampi chiusi che fanno sì che il pezzo alla fine del processo abbia una forma definita e molto vicina a quella del pezzo finito.
Il ciclo di produzione comprende tutte quelle operazioni che iniziano con la preparazione e il taglio delle spezzone di materiale: la billetta, un semilavorato di acciaio pregiato e certificato ottenuto tramite processi di colata o di laminazione, che viene portata ad una temperatura di 850° grazie a dei potenti forni ad induzione. Il pezzo riscaldato viene poi posizionato negli stampi, che azionati da presse dalla potenza variabile tra le 450 e le 650 tonnellate, conferiscono la forma desiderata.
Il processo di stampaggio a caldo, rispetto ad altri tipi di lavorazione, conferisce al prodotto maggiori resistenze meccaniche dovute alla disposizione delle fibre e alla compattazione del materiale che avviene durante la fase di compressione. Il processo di stampaggio a caldo garantisce inoltre l'eliminazione di buona parte dei possibili difetti interni della materia prima dovuti alla grande compressione che si ottiene durante il periodo di chiusura dello stampo.
La funzionalità e la maneggevolezza delle mazzette Kapriol
Lo studio del peso, della forma e dell'ergonomia, sono i fattori chiave che determinano la funzionalità, la maneggevolezza, l'efficienza e il confort delle mazzette Kapriol.
Tutte queste operazioni determinano i fattori chiave che rendono gli utensili manuali Kapriol sicuri, e privi di rischi per la salute.

Le mazzette Kapriol realizzate in ben 3 tipologie di impugnature differenti offrono agli utilizzatori professionali la scelta ideale alle loro esigenze.
1. Impugnatura ergonomica Kapriol Progrip Tricomponente con anima in fibra di vetro
2. Impugnatura ergonomica in materiale Bi-componente
3. Impugnatura in legno sottoposto a trattamenti protettivi per aumentare la resistenza in tutte le condizioni d’uso. Ergonomica e naturale al tatto


Guanti da lavoro ultra flessibili

Guanti da lavoro con spalmatura in nitrile

Guanti di protezione ultra flessibili

Guanti per lavori di precisione
Potrebbero interessarti anche:
Prodotti correlati

Mazzetta con manico bicomponente

Mazzetta con manico tricomponente
